- 网站地图
-
18126827058

| 冷成型 | 热成型 | |
| 弹簧直径比 c | 4 - 16 | 3 - 12 |
| 外径 De | max. 350 mm | max. 460 mm |
| 有效圈数 | min. 2 | min. 3 |
| 比率 b/h | 1:5 - 5:1 | |
| 自由高度 L0 | max. 1000 mm | |
| 长细比 L0/D | 1 - 10 | |
| 节距 p | (0.3 - 0.6) D; min. 1.5 d | |
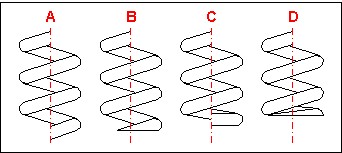
考虑到压缩弹簧,几种不同的收尾设计。区别于收尾线圈数,线圈的加工以及支撑面的设计。
收尾线圈为弹簧的末端线圈,与工作线圈同轴,在弹簧工作变形时角度和间距不会变化。收尾线圈常常为弹簧的支撑面,对于压缩弹簧,通常为两端收尾。
磨平线圈为线圈的末端被加工为与轴线垂直的平面。通常加工边缘线圈一半的3/4一直到开放收尾。磨平的线圈通常使用于线径 d > 1 mm的弹簧.
最常用的弹簧收尾设计